- CNC-Stanz Laser
- Entgraten/Richten
- Biegen
- Fräsen
- Einpressen
- Schweißen
- Lackieren
- Siebdruck
- Beizen/Passivieren
- Montage/Elektromontage
- Löten
 |
AMADA EMZ 3610 NT
|
||||||||||||||||||||||||||||
 |
AMADA ENSIS AJ
|
||||||||||||||||||||||||||||
 |
AMADA ACIES
|
||||||||||||||||||||||||||||
|
|
 |
Timesavers Grindingmaster 42-serie-1350-WRBMaterialien jeglicher Art mit einer Breite bis zu 1300 mm können mit der Metallschleifmaschine entgratet oder strukturiert werden.
|
|
 |
ARKU Flatmaster 50/1250Mit dem Flatmaster 50/1250 von ARKU können alle Stanz- und Laserteile bis zu einer Breite von 1250 mm und einer Materialstärke von bis zu 14 mm ohne weiteres gerichtet werden.
|
| Durch das Programmieren unserer vier Abkantpressen wird es uns ermöglicht Bleche individuell und je nach Auftrag abzukanten. Dank des integrierten Werkzeugwechslers können zudem Rüstzeiten verringert werden. | ||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||
 |
Amada HG-ATC 1003 |
|||||||||||||||||||||||||||||||||
 Quelle „TRUMPF Gruppe“ Quelle „TRUMPF Gruppe“ |
Trubend 5230 |
|||||||||||||||||||||||||||||||||
 Quelle „TRUMPF Gruppe“ Quelle „TRUMPF Gruppe“ |
Trubend 5170 |
|||||||||||||||||||||||||||||||||
|
|
HAAS VF-4SS
|

|
Pemserter Series 2000 |
Einniet- und Einpressmuttern, Lager- und Gewindebolzen – dies und noch vieles mehr können wir bei uns in der für das Einpressen zuständigen Abteilung verarbeiten. Um beste Ergebnisse erzielen zu können, steht uns neben anderen Maschinen auch der Pemserter Series 2000 zur Verfügung. Durch die Möglichkeit, 300 gespeicherte Programmierungen jederzeit aufrufen zu können und die mögliche Einstellung der automatischen Zuführung, können unsere kompetenten Mitarbeiter ihre Aufträge so schnell wie möglich mit leichter Hand erledigen. Auch das installierte System der farbkodierten Zuführung mit einer geräuschreduzierten Rüttlerschale und der Wahl zwischen der manuellen und automatischen Zuführung von Muttern und Bolzen trägt zu dieser raschen Erledigung der Bestellungen bei. Stempeldruck: 1,8 bis 71,2 kN
|

Wir sind nach DIN EN 15085-2 „Schweißen von Schienenfahrzeugen und -fahrzeugteilen“ mit der Zertifizierungsstufe CL1 zertifiziert.
Roboter-SchweißenDas Roboter-Schweißen ist besonders für sich in der Produktion wiederholende Prozesse geeignet, da es seine Aufgaben kontinuierlich und millimetergenau erfüllt. Hierbei wird stets die gleiche Beschaffenheit angestrebt und durch dieses Verfahren eine möglichst preisgünstige Vorgehensweise angewendet. Bei uns werden die Schweißverfahren
an Stahl, nichtrostendem Stahl und Aluminium angewendet.
Vorteile, die das Roboter-Schweißen bietet, sind:
|
||
 |
PunktschweißenNicht nur auf den Punkt genau sondern auch besonders stabil werden bei dieser Arbeitsweise die Werkstücke durch die Entstehung eines Stromflusses untrennbar zusammengefügt. Wenn das zuvor bearbeitete Werkstück abgekühlt ist, können Sie an/auf beiden Seiten jeweils einen „braunen Ring“ sehen, welcher die beste Qualität der Bearbeitung aufzeigt. Dieses Anzeichen der sehr guten Verarbeitung können Sie bei uns bei Stahl und Edelstahl bis zu einer Dicke von 6mm und bei Aluminium bis zu einer Dicke von 3mm vorfinden. Für das Punktschweißen verwenden wir zum einen die Punktschweißmaschinen „Dalex“, „Peco“, „Nimak“ und „Messerer-Griesheim“ und zum anderen die Punktschweißzage C-Form MIDIspot Vision. Punktschweißzange C-Form MIDIspot Vision:
|
|
 |
CNC-Bolzenschweißen mit SpitzenzündungZuletzt in unserem Sortiment noch zu finden ist die Maschine Soyer KTS-200, welche uns bei der Methodik des Bolzenschweißens zur Hand geht. Durch das Schmelzen des Bolzens direkt an der zu befestigenden Stelle ist das Spitzenzündungsverfahren ein sehr zeitsparendes und kann auf den Materialien Aluminium, Stahl und nichtrostendem Stahl angewendet werden. Soyer KTS-200
|
|
 |
EcknahtschweißenFür das Verschweißen von Blechen im 90°-Stoß haben wir eine CORNERWELD Ecknahtschweißmaschine im Einsatz. Die präzise Spanntechnik mit Kühlung und Schutzgaszufuhrsystem, kombiniert mit einer komfortablen Maschinensteuerung zur Steuerung der Schweißzyklen sorgen für qualitativ hochwertige Eckschweißnähte. Daten:
|
|
 |
Schweißen manuellAuch beim manuellen Schweißen werden die MIG, MAG und WIG Techniken eingesetzt. An separaten Schweiß- und Schleifarbeitsplätzen werden Stahl, nichtrostender Stahl und Aluminium mit Fronius-Schweißgeräten durch die kompetenten Hände unserer Mitarbeiter bearbeitet.
|
|
Besonders stolz ist die Sedlbauer AG auf die sich im Haus befindende Lackiererei. In dieser Abteilung können Ihre Aufträge und Wünsche individuell angefertigt werden. Durch die Verwendung des Power and Free – Transportsystems von Eisenmann bieten wir beste Ergebnisse in der Verarbeitung von lösungsmittelhaltigen und wasserlöslichen Lacken. Während des Lackierprozesses durchläuft das Werkstück mehrere Schritte, bis es letztendlich versandbereit ist. Der erste Schritt ist die „Vorbehandlung“. Abhängig von Größe und Anforderungen durchläuft das Stück eine Spritz- oder eine Tauch-Behandlung. In diesen Schritten wird darauf geachtet, alle für den Lack möglicherweise zum Verhängnis werdenden Hindernisse zu entfernen. Prozessschritte der Vorbehandlung sind: Entfetten/Reinigen, Beizen, Aktivieren, Phosphatieren, Nano-Beschichten und Konversionsbeschichten. Das Lackieren selbst stellt den zweiten Schritt dar. Mit einem Durchsatz von 5000 kg/h und einer Lackieranlage von 22000mm x 1000mm x 1252mm werden die Werkstücke durch die Nutzung von Spritzkabinen den Bestellungen entsprechend lackiert. Sobald das Werkstück lackiert ist, wird der Lack mit Hilfe eines Einbrennofens, welcher Temperaturen bis zu 160°C erreichen kann, getrocknet und gefestigt. Durch Investition in die Umwelttechnik von Eisenmann – welche Wert auf einen CO2-freundlichen und ressourcenschonenden Arbeitsprozess legt – setzen wir uns nachhaltig für den Klima- und Umweltschutz ein. |
|
||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||
 |
Power and Free-Transportsystem
|

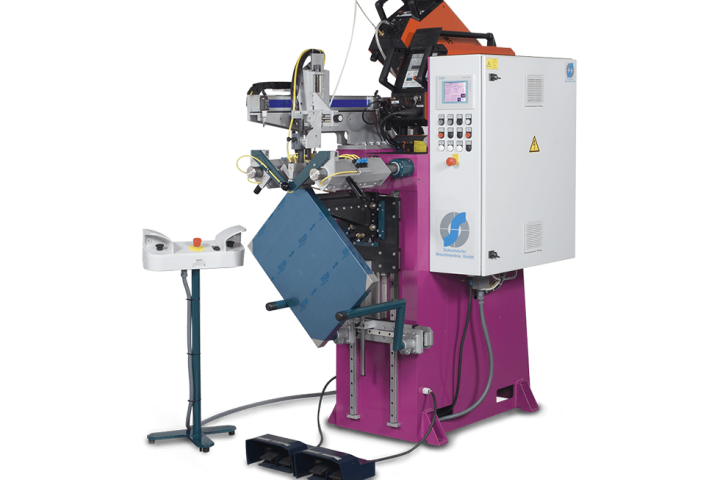
Der Bearbeitung von Metall mithilfe der Siebdruck-Technik sind fast keine Grenzen gesetzt. Beim Siebdruck wird ein Gewebe an den Enden des Rahmens befestigt; dieses Gewebe ist mit Ausnahmen an den Stellen, an denen der Lack durchdringen sollte – später das Motiv – mit einem farbundurchlässigen Belag abgedeckt. Nun wird die Farbe mit einer Gummirakel durch das Gewebe hindurch auf das Material gedruckt. Sobald dies erfolgt ist, wird der Lack wieder eingebrannt.
Dieses Verfahren lässt es zu, die unterschiedlichsten Materialien, ob geformt oder flach, mit oder ohne Motiv, zu bedrucken.
- Siebgröße: 1000 x 600
- Alle gängigen 2K und Einbrennlacke
- Tampondruck in Kooperation mit Zulieferfirma
|
Unter Beizen versteht man in der Regel die chemische Entfernung von Verunreinigungen der Edelstahloberfläche, sodass eine metallisch reine Oberfläche entsteht auf welcher sich die schützende Passivschicht ausbilden kann. Diese Beizung führt zur Entstehung einer Schutzschicht auf dem Metall, welche eine Oxidation verhindert Anwendung:
Vorteile:
|
Beim Passivieren kommt es zur spontanen Entstehung oder gezielten Entwicklung einer schützenden Schicht, der Passivschicht. Dies kann entweder auf natürliche Art und Weise durch Feuchtigkeit und Sauerstoff oder auf chemischem Weg durch Passivierungschemikalien geschehen. Hierbei ist die Dauer des Vorgangs der einzige essenzielle Aspekt der als Unterscheidungsmerkmal dient. Was auf natürlichem Weg mehrere Tage benötigt, erfolgt anderweitig innerhalb von wenigen Minuten. Da sich nur metallisch reine Oberflächen passivieren lassen, empfiehlt es sich, diesen Schritt an das Beizen anzuschließen. Anwendungsbereiche:
Vorteile:
|

Mit der Anfertigung von Batterieladegeräten bis hin zu E-Mobility Ladestationen zur privaten Nutzung, bieten wir Ihnen ein breit gefächertes Spektrum an Optionen, die Werkstücke Ihren Wünschen entsprechend anfertigen zu können.
Eine Ergänzung zu unserer mechanischen Montage stellt der ESD-Bereich zur Elektromontage dar. Dieser zeichnet sich durch Zutrittskontrolle, ESD-Kleidung, täglichen Kontrollen sowie intensiven Schulungen des Personals aus.
Im Allgemeinen ist Löten ein thermisches Verfahren, um zwei oder mehrere Metallstücke durch das Zufügen eines geschmolzenen metallischen Werkstoffs (Lot) unlösbar miteinander zu verbinden. Da die Schmelztemperatur des Lotes unterhalb derer der Grundwerkstoffe liegt, kann das zu verbindende Material mit dem flüssigen Lot benetzt werden. Aufgrund des Kontaktes mit dem Liquid löst sich die Oberfläche des Grundwerkstoffes und es bildet sich eine elektrisch-intermetallische Verbindung.
Manuelles LötenDas bleifreie Handlöten verlangt unseren Mitarbeitern viel Geschick, Genauigkeit und Know-how ab um beste Ergebnisse erreichen zu können. Der Vorteil dieser Methode ist die vereinfachte und genauere Umsetzung vielschichtiger Schaltungen, als es mit Maschinen möglich wäre. |
|
WellenlötenNeben dem allgegenwärtigen Löten mit der Hand gibt es auch das Wellenlöten. Dieses ist ein Verfahren für elektronische Baugruppen zum Massenlöten. Diese Methode wird in 4 Abschnitte unterteilt, dem Flussmittelauftrag durch Sprühfluxer, dem Vorheizen, dem Lötvorgang und dem Kühlen. Während des Lötvorganges wird die Leiterplatte über eine Lotwelle transportiert und bei einer nutzbaren Lötbreite von 400 mm benetzt. Die Lötstellen bilden sich an den vom Stopplack freigestellten Lötpads aus. Vorteile:
|
test
- Mit innovativem, servo-elektronischem Stanzantrieb
- Stanzkraft von 300 kN
- stellt sicher, vorgegebene Programmierungen genauestens erfassen und mit einem Höchstmaß an Flexibilität stanzen zu können
test2
- Mit innovativem, servo-elektronischem Stanzantrieb
- Stanzkraft von 300 kN
- stellt sicher, vorgegebene Programmierungen genauestens erfassen und mit einem Höchstmaß an Flexibilität stanzen zu können
test3
- Mit innovativem, servo-elektronischem Stanzantrieb
- Stanzkraft von 300 kN
- stellt sicher, vorgegebene Programmierungen genauestens erfassen und mit einem Höchstmaß an Flexibilität stanzen zu können
- Mit innovativem, servo-elektronischem Stanzantrieb
- Stanzkraft von 300 kN
- stellt sicher, vorgegebene Programmierungen genauestens erfassen und mit einem Höchstmaß an Flexibilität stanzen zu können
- Mit innovativem, servo-elektronischem Stanzantrieb
- Stanzkraft von 300 kN
- stellt sicher, vorgegebene Programmierungen genauestens erfassen und mit einem Höchstmaß an Flexibilität stanzen zu können
- Mit innovativem, servo-elektronischem Stanzantrieb
- Stanzkraft von 300 kN
- stellt sicher, vorgegebene Programmierungen genauestens erfassen und mit einem Höchstmaß an Flexibilität stanzen zu können
Test
Im Divi-Theme gibt es ein hübsches Accordion-Modul, mit welchem sich die Inhalte einer Website sehr schön strukturieren lassen. Jedoch hat das Modul in der Grundausstattung zwei entscheidende Nachteile: Der erste Accordion-Content ist beim Seitenaufruf immer geöffnet und die Accordions lassen sich nur schliessen, indem ein anderes geöffnet wird. Ein kleiner Hack schafft Abhilfe.
Test2
Im Divi-Theme gibt es ein hübsches Accordion-Modul, mit welchem sich die Inhalte einer Website sehr schön strukturieren lassen. Jedoch hat das Modul in der Grundausstattung zwei entscheidende Nachteile: Der erste Accordion-Content ist beim Seitenaufruf immer geöffnet und die Accordions lassen sich nur schliessen, indem ein anderes geöffnet wird. Ein kleiner Hack schafft Abhilfe.
Test3
Im Divi-Theme gibt es ein hübsches Accordion-Modul, mit welchem sich die Inhalte einer Website sehr schön strukturieren lassen. Jedoch hat das Modul in der Grundausstattung zwei entscheidende Nachteile: Der erste Accordion-Content ist beim Seitenaufruf immer geöffnet und die Accordions lassen sich nur schliessen, indem ein anderes geöffnet wird. Ein kleiner Hack schafft Abhilfe.